本文主要概括的中小型矿用电机车在机械部分方面的维修要点及中小修时间,希望可以帮到大家。
一﹑矿用电机车机械部份的检查和维护
1.1 电机车的交接班检查(电机车总的检查)
接班时应当在车库(车场),值班电﹑钳工参加下由电机车司机进行检查,检查内容如下:
(1)车架与司机室状况:是否产生过度的变形,裂纹﹑焊逢是否完整。
(2)轴承箱温度是否正常,润滑是否良好,螺钉是否坚固。
(3)轮对的陈旧性。踏面磨损是否超限,轮箍是否松动。
(4)弹簧装置是否完好。
(5)制动装置是否发生作用,闸瓦和车轮间隙是否符合要求,调节丝杆螺母是否在理想的位置上,闸瓦磨损是否超限。
(6)撒砂装置动作是否正常,砂粒是否符合要求,数量是否充足,砂粒能否准确地撒在轨道上。
(7)电机吊挂螺杆及弹簧是否完好。
(8)齿轮箱是否漏油,固定螺钉是否牢靠,润滑油是否足够。
(9)缓冲装置及牵引销是否完好。
(10)司机控制器操作是否有效﹑灵活。
(11)灯光是否正常,照度是否符合要求。
(12)蓄电池式电机车,电池容量是否饱和。
(13)行车警示:如电喇叭,气喇叭,铜铃是否正常。
1.2 矿用电机车的修理性检查
目的是普遍检查一般设备,详细检查朂重要的部份,以判断电机车是否可以继续工作,检修时必须消除在检查中发现的缺陷,检查周期为每7天一次,每次不超过3-4小时。
检查由车库电﹑钳工检修队,在车库班长或司机组长参加下进行。
检查内容如下:
(1)电机车各种装置的状况。
(2)检查及调整各保护装置和闭锁装置。
(3)检查前更换已磨损的零部件。
(4)所有磨擦部位润滑是否良好,并加润滑油。
(5)充分检查并扫除电机车的污秽和尘埃。
(6)检查机器在运行中的一般正常性。
(7)检查电机车的外观情况。
检查结果应记入电机车的检修簿中,同时指明下次检查的日期﹑种类和内容。
二﹑机械部份的检修
1 电机车的小检修
电机车的小检修在车库(车场)进行,每月或每一个半月一次,检修时间8-24个小时。
检修内容:
(1)齿轮箱内齿轮磨损是否正常,轴承润滑是否良好,润滑油是否符合要求,紧固件是否牢靠,轴承间隙和齿轮间隙是否符合要求。
(2)轮对的紧固是否可靠,车轮外圆及踏面磨损情况,压延不应大于8毫米。剥离不大于3毫米,必要时车削外圆及踏面或堆焊后车削。
(3)检查轴箱轴承质量及润滑情况,轴承间隙是否符合要求。
(4)检查制动装置各零件的磨损情况,当闸瓦磨损到厚度为10毫米时,应更新并按规定调整其与轮子的间隙和同心度。
(5)弹簧是否存在裂缝润,滑是否良好。
(6)撒砂装置进行清理和调整,使砂粒能准确地撒在钢轨上,复位弹簧是否失效。
2 电机车的中修和大修
2.1电机车在中修和大修前应事先对电机车的检修内容作好调查,做到切合实际,编制修理表,拟定修理计划,作好配件准备。修理完毕后由电机车司机组长验收并进行试运转。
一般中修时间为电机车运行(三班制)6-9个月左右,由修理队或修理车间执行。修理过程时间约为8-10天左右。
大修时间为电机车运行(三班制)一年半至两年左右,由修理车间或修理厂执行。修理过程时间约为15-18天左右。
2.2 机械部份各装置修理要求
机械部份某些装置有其特有的关键部位,在维修中必须遵循一定的程序,注意维修要点,达到一定要求,才能在维修后达到良好的使用性能。
(!)走行装置
采用二级减速器的走行装置,不同吨位的机车其结构形式有所不同,但下述应注意的要点是通用的。
1当电动机是安装在托架上时,要特别在日常检修和小修时,对电机地脚螺栓的紧固情况加以仔细检查,发现有松动时,应及时调正电机的位置,把螺栓旋紧。因为如果螺栓松动,电机位置发生偏移,电机轴心线将和减速箱主动齿轮轴心线产生不同心和偏斜量,会使联轴器很快损坏,甚至引起电机轴损坏或断裂。
2电机托架是用螺栓与减速箱连接的,因为该处的螺栓受到较大的作用力和振动的影响,容易产生松动,必须经常检查。发现松动要及时给予紧固。如螺栓发生变形,则应予以更换,否则引起的后果也是使联轴器损坏,甚至危及电动机和减速箱。
3对于悬挂托架式电动机的吊杆,要经常检查其弹性元件(螺旋弹簧或橡胶弹簧)。锁紧螺母﹑销﹑吊杆托板等部件。及时发现不正常现象并加以排除,县挂吊杆脱落将可能引起整个走行装置损坏。
4对于一级传动抱轴式电机要注意:电动机抱轴尼龙轴瓦是用尼龙1010塑料注射而成,使用塑料轴瓦与机车轮轴应有适当间隙0.45-0.64mm,否则将导致烧损,在加工抱轴孔时,抱轴盖与机座之间的平面垫有0.5 mm厚的垫片。使用尼龙轴瓦时,必须具有此0.5mm厚的垫片才能运行。此垫片系用0.25 mm厚的钢皮二件,用88号胶,粘牢在机座上,在尼龙瓦与机车轮轴运行磨损后,二者间隙增大。检修时可以将上述垫圈括去适当的厚度,并将尼龙瓦两半的接合面括去相应厚度,以保持间隙不变。
(2)减速器
对于二级传动的减速器,均采用了螺旋锥齿轮,尽管配用不同减速器的螺旋锥齿轮,有不同的参数和结构布置形式,但在检修上有许多要点是通用的,均遵循同样的原则。
1减速器中,螺旋锥齿轮均采用圆锥滚子轴承支撑,圆锥滚子轴承可承受锥齿轮啮合时产生的轴向力,又可方便地进行轴向调整,因此圆锥滚子轴承的轴向间隙大小必须通过调整来确定。
不论采用垫片法,还是采用调节螺栓,都有是利用稳定轴承外圈来使轴承间隙得到调整。
注意:调整到微预紧状态的轴承,当齿轮受载时产生的轴向力,会使一个轴承上出现很小的轴向间隙,这比预留轴向间隙具有更好的支撑刚度,提高轴承寿命。但预紧量不宜过大,以免引起发热而降低轴承寿命。
因此轴承的轴向间隙调整是很重要的,对轴承和齿轮的使用寿命及运转的平稳性和噪声均有很大影响。而且轴向间隙的调整应在螺旋锥齿轮啮合调整之前进行,并在齿轮调整中保持已调好的间隙不变。
2螺旋锥齿轮的两条轴心线是垂直的,由于零件制造必然存在一定误差,因此齿轮在安装后,其相对位置不一定是更好的,也就是齿轮的齿侧间隙和齿面接触区位置不一定是我们所要求的,必须通过调整来达到。因此,在设计时从结构上已作了这样的考虑,使调整可以进行。
齿轮在重新装配后齿侧间隙应调整到0.15-0.4 mm,也就是说在大轮旋转一周中,任一对齿侧面的间隙不应小于0.15 mm,任意一对齿侧面的更大间隙不大于0.4 mm。螺旋锥齿轮齿面的理想接触区域,是位于齿高中部略偏向小端,以近似长椭圆形状且不超出两端为好,如下图:
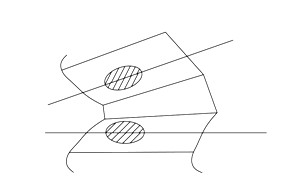
这样的接触区域可使齿面受力状况好,使用寿命长。
接触区域位于小端或大端,齿顶或齿根,均容易使齿轮在重载运行时发生断齿或严重磨损。
调整齿侧间隙和齿面接触位置的方法,均是采用轴向移动小齿轮和大齿轮的位置来达到的。
圆柱正齿轮更换后,只要齿面接触面积在高及齿长方向上均超过50%即可,它的齿侧间隙和接触区域是无法调整的。
3定期检查润滑油量和清洁度。保持一定的油量和清洁,可延长齿轮与轴承的寿命,一般每月应换一次润滑油,油量以使从动正齿轮下部齿圈浸在油中为原则,不宜过多,一般可用JH-50机械油。
4减速器上有许多紧固螺栓,必须定期检查。发现松动及时紧固,尤其是大螺旋锥齿轮是用螺栓紧固在轮心上的,必须每月检查一次保证连接可靠,该螺栓如松动或脱落,将造成齿轮断齿或卡死,后果严重。
(1)轴承箱(座)
轴承箱在机车运行中承受着径向力和轴向力的联合作用,还承受来自轨道的冲击振动作用,工作条件恶劣,因此,应定期进行检查。
如出现轴承磨损﹑润滑脂硬结或不清洁﹑发热严重等现象,要及时检修或更换。当轴承由于磨损间隙加大时,要调整轴向间隙使之保持0.05-0.15 mm范围内。这个间隙值对轴承箱是很重要的,调整不当会引起温升过高或磨损严重。装配轴承的操作是先将挡圈﹑轴承后盖及一个轴承外圈套在轴颈上(注意:凡是轴承装配后无法再通过轴承装入的零件,均应在轴承装配前先装好。)把轴承用油煮至100℃左右,迅速套入轴颈上,注意套正到位,然后用锁紧螺帽或挡板将轴承内圈固定,清洗并吹干后,加润滑脂(一般用2号工业钙钠基润滑脂)再将轴箱体和另一个轴承外圈装上,此时先不加垫片,将前轴承盖装上并用螺栓拧紧,紧固螺栓时要对角,轮流均匀紧固。然后用塞规测量轴承和轴箱体之间的间隙,把测得的值再加0.05-0.15mm,按此值选取垫片厚度,装入轴承和轴箱体之间,紧固螺栓即可,正常情况下每4-6个月换一次润滑脂。
(2)轮对
在检修时注意下列情况:
① 车轮在轴上是否松动。
② 轮箍在轮心上是否松动或移动。
③ 车轮和轴是否有裂纹。
④ 车轮径向磨耗量是否大于20mm。
⑤ 轮缘在距滚动面径向高度12mm处之厚度是否小于10mm.
出现上述情况应更换已损坏零件,并注意以下几点:
① 对于带轮箍的车轮更换轮箍时,如无感应加热设备,更好采用锯轮箍的方法或液压。以避免火焰加热时影响轮轴和轴颈,新轮箍可用加热方法使其内径涨大后套在轮心上。
② 不论是车削车轮踏面或是更换新车轮(或轮箍),应保证在同一轮对上两车轮滚动圆直径差不超过1mm,同一机车前后轮对车轮滚动圆直径差不超过2 mm。
③ 轮对上支承减速箱的轴承是球轴承,由于安装在车轮内侧,更换是不方便的,因此其容量是选的较大的,尽管如此,在检修时也应予以注意。当减速箱在轴向的轴向游动量超过0.15 mm时应予以调整。调整方法与轴承箱相同,当更换新轴承时,需拆下车轮后进行,也须认真调整轴向间隙。正因为更换不易,尤其应注意维护以获得尽可能长的使用寿命。
(3)制动装置
制动装置各部件是否完好,装置的动作是否可靠均直接影响到制动效果,关系到机车的运行安全。因此必须随时注意检查。
① 制动装置各部件如有损坏或影响到动作的变形时,要及时予以更换。当闸瓦磨损到限或各连接处的销轴磨损时必须及时更换。
② 在日常运行中更换闸瓦后,要及时调整制动闸瓦与车轮踏面之间的间隙和同心度,才能保证制动作用可靠。踏面间隙用联结器调节,闸瓦与踏面的同心度用调节螺钉﹑调节弹簧达到调节。
③ 制动作用传递过程中,有梯形螺旋丝杆,有许多轴销绞结部位,必须经常加注润滑油,保持转动的灵活性,以减少磨损和锈蚀。
④ 随着闸瓦的磨损,应经常调节联结器,将闸瓦与轮轮踏面之间间隙调整到2-3 mm为更佳。
(4)撒砂装置
受到井下潮湿环境的影响,机械部件容易锈蚀,砂子也易结硬,所以撒砂装置的维护注意应做到以下几点:
①砂子必须经过筛选和干燥。因为不干燥的砂子容易结块,过粗的砂粒易卡住砂筒无法摇摆,而过细的砂粒又易自行漏掉。
②撒砂装置应经常使用,各环节转动灵活,又可以经常装新砂不易结块。
③各转动部件要经常加润滑油,防止锈蚀和保持转动灵活。
以上就是关于小型矿用电机车的检修内容及检修时间的介绍。























